

Visoko precizno žigosanje kovin vključuje žigosanje, prebijanje in globoko vlečenje


Žigosanje kovin je postopek s žigosalnimi stroji in orodji za masovno proizvodnjo. Je natančnejši, hitrejši, stabilnejši in cenejši na enoto kot lasersko rezanje in krivljenje z upogibnimi stroji. Seveda morate najprej upoštevati stroške orodja.
Glede na podrazdelitev se kovinsko žigosanje deli na navadnoŽigosanje,Globoko vlečenjeinNCT prebijanje.

Slika 1: En kotiček delavnice za štancanje HY Metals
Žigosanje kovin ima značilnosti visoke hitrosti in natančnosti. Toleranca rezanja žigosanja lahko doseže ±0,05 mm ali boljše, toleranca upogibanja žigosanja pa je lahko ±0,1 mm ali boljše.
Oblikovanje orodij za žigosanje
Za izdelavo delov boste potrebovali orodje za žigosanje, če je količina serije nad 5000 kosov ali če je draga izdelava z laserskim rezanjem in upogibanjem.
Inženirska ekipa HY Metals bo analizirala vaš kovinski del in zasnovala najboljše orodje za žigosanje v skladu z vašimi risbami izdelka in vašim proračunom.

Slika 2: Imamo močno inženirsko podporo za načrtovanje kalupov
Lahko gre za progresivno matrico ali serijo enojnih štanc, kar je odvisno od strukture, količine, dobavnega roka in želene cene.
Progresivni kalup je kalup za neprekinjeno štancanje, ki lahko hkrati izvede vse ali več postopkov. Za končni izdelek boste morda potrebovali le en komplet progresivnega kalupa.
Slika3: To je primer preprostega progresivnega rezanja, rezanja in upogibanja enkrat.
Enojni štancni kalup je postopek štancanja korak za korakom. Lahko vsebuje orodja za štancanje, rezanje in več orodij za štancanje in upogibanje.
Orodja z enim prebijačem so lažja za obdelavo in običajno cenejša od progresivnih orodij. Vendar so počasnejša za masovno proizvodnjo in brizgani deli bodo imeli višjo ceno na enoto.
Rezanje in žigosanje
Običajno je žigosanje prvi korak pri izrezovanju lukenj ali oblik.
Rezanje z orodjem za štancanje je veliko hitrejše in cenejše od laserskega rezanja.
Žigosanje
Za nekatere konkavne in konveksne strukture ali rebra za nekatere pločevinaste dele bomo potrebovali orodje za štancanje, da jih oblikujemo.
Žigosanje in upogibanje
Upogibanje s štancanjem je tudi cenejše in hitrejše od upogibnih strojev. Vendar je primerno le za dele s kompleksno strukturo in majhnimi dimenzijami, kot je 300 mm * 300 mm. Ker so stroški orodja višji pri večjih dimenzijah upogibanja.
Zato včasih za dele velikih dimenzij in velikih količin oblikujemo samo orodje za štancanje in rezanje, ne pa orodij za upogibanje. Deli upognemo samo z upogibnimi stroji.
Imamo 5 profesionalnih inženirjev za načrtovanje orodij, ki vam bodo ponudili najboljše rešitve za vaše kovinske dele za žigosanje.


Slika 4: Skladišče orodij za štancanje HY Metals
Imamo več kot 20 kompletov strojev za štancanje in prebijanje od 10T do 1200T za štancanje kovin. V podjetju smo izdelali na stotine kalupov za štancanje in vsako leto izdelamo milijone preciznih kovinskih delov za stranke po vsem svetu.
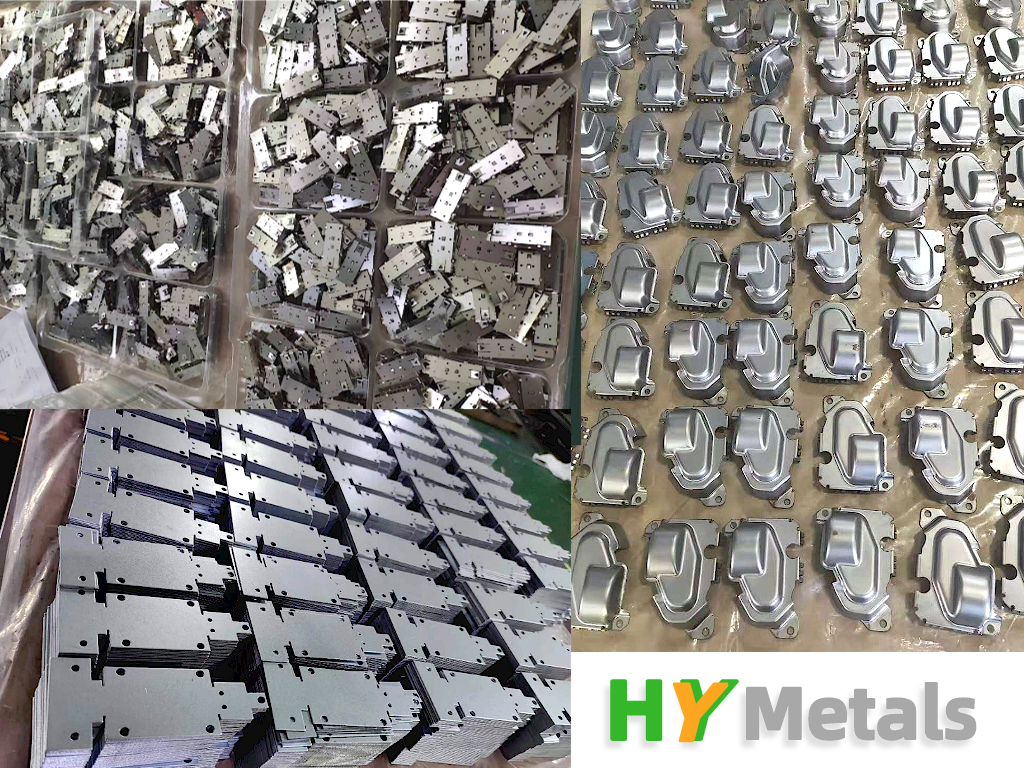
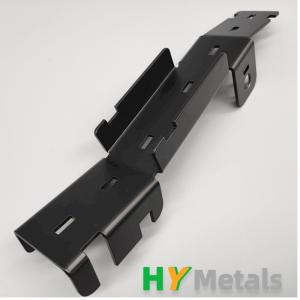
Slika 5: Nekateri žigosani deli iz HY kovin
Globoko risanje
Globoko vlečenje je neke vrste žigosanje za globljo in konkavno oblikovano strukturo. Pomivalna korita in posode iz nerjavečega jekla v kuhinji so nekateri deli, izdelani z globokim vlečenjem.
Številne precizne industrijske dele izdelujemo z globokim vlečenjem.

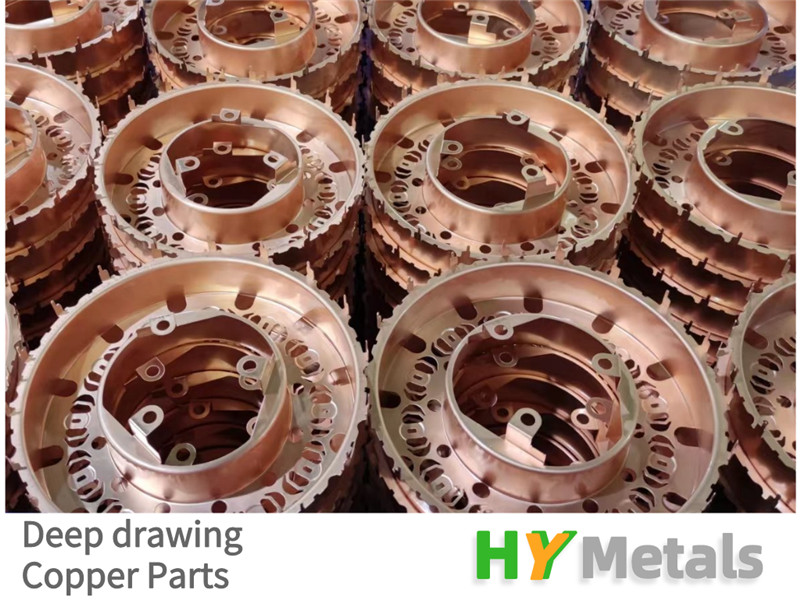
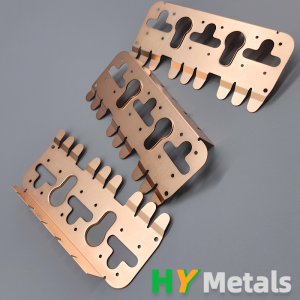
Slika 6: Globoko vlečenje in štancanje bakrenih delov
To je del za globoko vlečenje in štancanje bakra.
Za ta del smo zasnovali skupno 7 kompletov orodij za enojni prebijanje, vključno s 3 kompleti orodij za globoko vlečenje za oblikovanje in 4 orodji za štancanje za rezanje in upogibanje.
NCT prebijanje

NCT luknjač je okrajšava za numerično krmiljeno revolversko luknjačo, znano tudi kot servo luknjač, ki jo poganja avtomatski stroj z industrijskim krmilnim sistemom.
NCT prebijanje je tudi neke vrste postopek hladnega žigosanja. Običajno se uporablja za izrezovanje nekaterih lukenj za mreže ali nekaterih lukenj za OB.
Za pločevinaste dele z veliko luknjami bo NCT prebijanje boljša možnost, saj je cenejše in hitrejše od laserskega rezanja.
In vemo, da bo lasersko rezanje zaradi vročine povzročilo nekaj deformacij.
NCT prebijanje je hladen postopek, ki ne povzroča toplotne deformacije in ohranja pločevino bolj ravno.
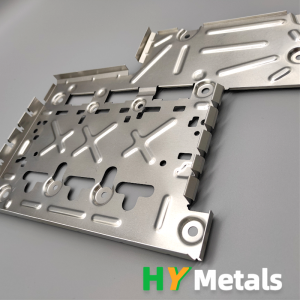
Slika 7: Nekateri NCT štancani izdelki podjetja HY Metals
-
Storitev izdelave po meri za pločevino ...
-

Visoko precizno žigosanje kovin vključuje žigosanje ...
-
Visoko precizni pločevinasti deli iz bakra, kontaktni ...
-

Postopek preciznega upogibanja in oblikovanja pločevine
-

Pločevinasti deli iz pocinkanega jekla ...
-

Prototip pločevine s kratkim rokom dobave
-
Nosilec iz nerjaveče pločevine s črnim ...